
مخطط التدفق المناسب
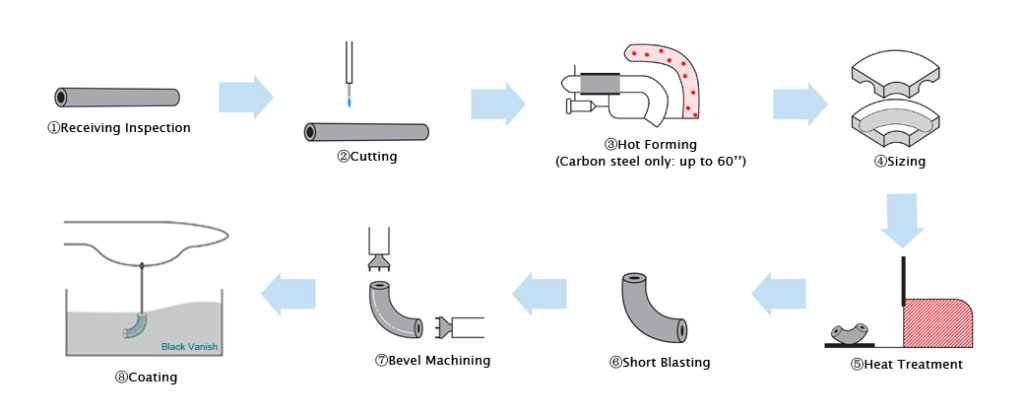
①استلام فحص المواد الخام. إنها السلسلة الإجبارية الأولى التي تضمن الجودة الجيدة. تشير عناصر الاختبار إلى التركيب الكيميائي والقدرة الميكانيكية والتحليل المعدني.
② قطع المواد الخام. إن التحكم بشكل صحيح وصارم في حجم ونسبة القطع يمكن أن يضمن تكلفة معتدلة.
③ التشكيل الساخن. في هذه الخطوة سيتم وضع المادة الخام على آلة الدفع، ومن ثم الحصول على فراغات الكوع. تحدد درجة الحرارة وسرعة التشكيل الساخن جودة الكوع الفارغ. إذا كانت جودة الفراغ جيدة جدًا مما قد يقلل من بعض التكلفة. لذلك من الضروري جداً التحكم وتسجيل درجة الحرارة وسرعة التكوين الساخن.
④ التحجيم. شكل فراغات الكوع التي تم الحصول عليها في عملية التشكيل الساخن ليست جيدة جدًا. لذلك من الضروري ضبط الشكل، وفي نفس الوقت فحص ما إذا كانت جودة الفراغ المعدل جيدة أم لا بعد تغيير الحجم.
⑤ المعالجة الحرارية. الغرض من المعالجة الحرارية هو التخلص من الضغط داخل الكوع بحيث تكون الكثافة أكثر توازناً. إن التسجيل الدقيق لدرجة حرارة المعالجة الحرارية ووقت التبريد هما المفتاحان.
⑥ التفجير القصير. الغرض من التفجير القصير هو إزالة الصدأ الموجود على الكوع. يمكن أن يؤثر حجم السفع الرملي على نعومة سطح الكوع، إذا كان الحجم كبيرًا جدًا فسيؤدي إلى خشونة السطح، لذلك من الأفضل اختيار رمل صغير الحجم.
⑦ تصنيع الأطراف المائلة. تختلف زاوية النهاية المائلة باختلاف الكوع القياسي. التحكم بشكل صحيح وصارم في عملية التصنيع للتأكد من أن الزاوية مؤهلة.
⑧ طلاء. بشكل عام، يكون الطلاء عبارة عن طلاء أسود وزيت مضاد للصدأ. بغض النظر عن نوع السطح يجب أن يكون سلسًا.
تعتبر سلاسل الإنتاج بأكملها مهمة جدًا، لذلك يجب تسجيل بيانات كل خطوة إنتاج للحافة بالتفصيل وفقًا لطلب ISO. هذا هو الضمان للجودة الجيدة.
مخطط تدفق المحملة
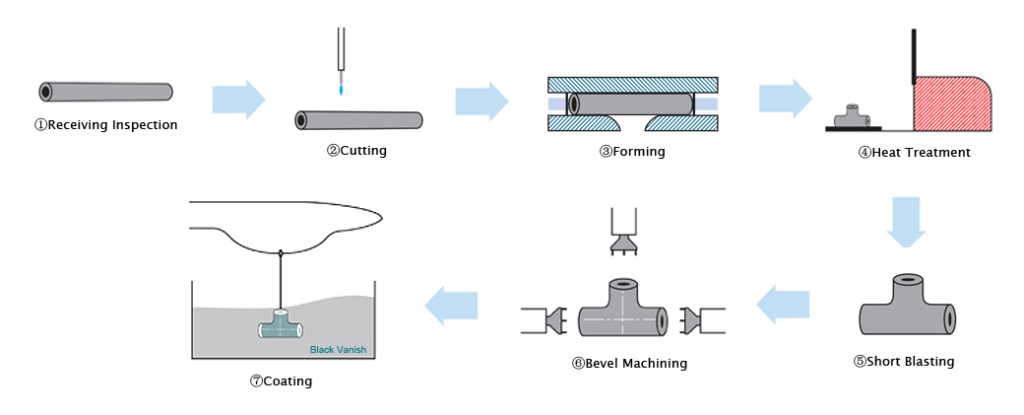
①استلام فحص المواد الخام. إنها السلسلة الإجبارية الأولى التي تضمن الجودة الجيدة. تشير عناصر الاختبار إلى التركيب الكيميائي والقدرة الميكانيكية والتحليل المعدني.
② قطع المواد الخام. إن التحكم بشكل صحيح وصارم في حجم ونسبة القطع يمكن أن يضمن تكلفة معتدلة.
③ التشكيل الساخن. في هذه الخطوة سيتم وضع المادة الخام على آلة الدفع، ومن ثم الحصول على فراغات الكوع. تحدد درجة الحرارة وسرعة التشكيل الساخن جودة الكوع الفارغ. إذا كانت جودة الفراغ جيدة جدًا مما قد يقلل من بعض التكلفة. لذلك من الضروري جداً التحكم وتسجيل درجة الحرارة وسرعة التكوين الساخن.
④ التحجيم. شكل فراغات الكوع التي تم الحصول عليها في عملية التشكيل الساخن ليست جيدة جدًا. لذلك من الضروري ضبط الشكل، وفي نفس الوقت فحص ما إذا كانت جودة الفراغ المعدل جيدة أم لا بعد تغيير الحجم.
⑤ المعالجة الحرارية. الغرض من المعالجة الحرارية هو التخلص من الضغط داخل الكوع بحيث تكون الكثافة أكثر توازناً. إن التسجيل الدقيق لدرجة حرارة المعالجة الحرارية ووقت التبريد هما المفتاحان.
⑥ التفجير القصير. الغرض من التفجير القصير هو إزالة الصدأ الموجود على الكوع. يمكن أن يؤثر حجم السفع الرملي على نعومة سطح الكوع، إذا كان الحجم كبيرًا جدًا فسيؤدي إلى خشونة السطح، لذلك من الأفضل اختيار رمل صغير الحجم.
⑦ تصنيع الأطراف المائلة. تختلف زاوية النهاية المائلة باختلاف الكوع القياسي. التحكم بشكل صحيح وصارم في عملية التصنيع للتأكد من أن الزاوية مؤهلة.
⑧ طلاء. بشكل عام، يكون الطلاء عبارة عن طلاء أسود وزيت مضاد للصدأ. بغض النظر عن نوع السطح يجب أن يكون سلسًا.
تعتبر سلاسل الإنتاج بأكملها مهمة جدًا، لذلك يجب تسجيل بيانات كل خطوة إنتاج للحافة بالتفصيل وفقًا لطلب ISO. هذا هو الضمان للجودة الجيدة.
مخطط تدفق المخفض
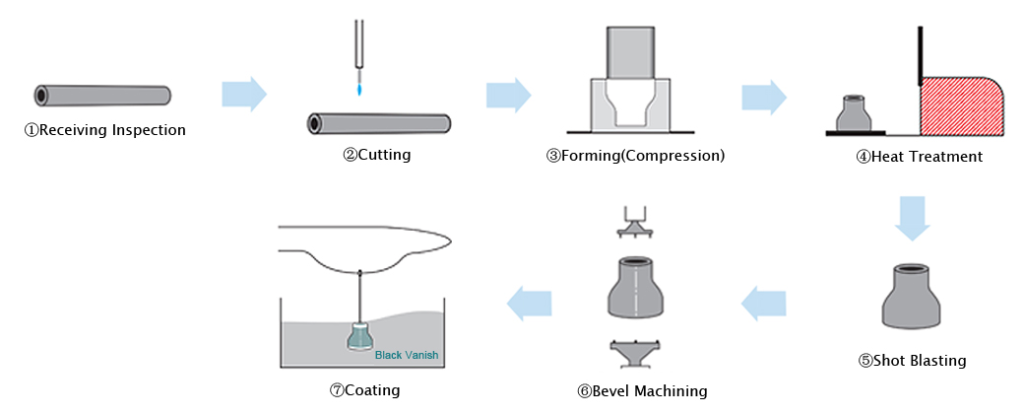
①استلام فحص المواد الخام. إنها السلسلة الإجبارية الأولى التي تضمن الجودة الجيدة. تشير عناصر الاختبار إلى التركيب الكيميائي والقدرة الميكانيكية والتحليل المعدني.
② قطع المواد الخام. إن التحكم بشكل صحيح وصارم في حجم ونسبة القطع يمكن أن يضمن تكلفة معتدلة.
③ التشكيل الساخن. في هذه الخطوة سيتم وضع المادة الخام على آلة الدفع، ومن ثم الحصول على فراغات الكوع. تحدد درجة الحرارة وسرعة التشكيل الساخن جودة الكوع الفارغ. إذا كانت جودة الفراغ جيدة جدًا مما قد يقلل من بعض التكلفة. لذلك من الضروري جداً التحكم وتسجيل درجة الحرارة وسرعة التكوين الساخن.
④ التحجيم. شكل فراغات الكوع التي تم الحصول عليها في عملية التشكيل الساخن ليست جيدة جدًا. لذلك من الضروري ضبط الشكل، وفي نفس الوقت فحص ما إذا كانت جودة الفراغ المعدل جيدة أم لا بعد تغيير الحجم.
⑤ المعالجة الحرارية. الغرض من المعالجة الحرارية هو التخلص من الضغط داخل الكوع بحيث تكون الكثافة أكثر توازناً. إن التسجيل الدقيق لدرجة حرارة المعالجة الحرارية ووقت التبريد هما المفتاحان.
⑥ التفجير القصير. الغرض من التفجير القصير هو إزالة الصدأ الموجود على الكوع. يمكن أن يؤثر حجم السفع الرملي على نعومة سطح الكوع، إذا كان الحجم كبيرًا جدًا فسيؤدي إلى خشونة السطح، لذلك من الأفضل اختيار رمل صغير الحجم.
⑦ تصنيع الأطراف المائلة. تختلف زاوية النهاية المائلة باختلاف الكوع القياسي. التحكم بشكل صحيح وصارم في عملية التصنيع للتأكد من أن الزاوية مؤهلة.
⑧ طلاء. بشكل عام، يكون الطلاء عبارة عن طلاء أسود وزيت مضاد للصدأ. بغض النظر عن نوع السطح يجب أن يكون سلسًا.
تعتبر سلاسل الإنتاج بأكملها مهمة جدًا، لذلك يجب تسجيل بيانات كل خطوة إنتاج للحافة بالتفصيل وفقًا لطلب ISO. هذا هو الضمان للجودة الجيدة.

